您的位置>首页 >平凉本地今日新闻 >
无中间商厂家直销云海旭45#冷轧套筒管-诚信为本
发布时间: 2024-05-02 09:50:46
以下是:无中间商厂家直销云海旭45#冷轧套筒管-诚信为本的产品参数
| 产品参数 |
|---|
| 产品价格 | 1元/个 |
|---|
| 发货期限 | 1-7 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电联 |
|---|
| 质量等级 | A |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 齐全 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
以下是:无中间商厂家直销云海旭45#冷轧套筒管-诚信为本的图文视频
导读无中间商厂家直销云海旭45#冷轧套筒管-诚信为本,平凉云海旭金属材料有限公司专业从事无中间商厂家直销云海旭45#冷轧套筒管-诚信为本,联系人:马经理,电话:0635-8216616、13969576735,QQ:13969576735,发货地:经济开发区崂山路1号发货到平凉,以下是无中间商厂家直销云海旭45#冷轧套筒管-诚信为本的详细页面。 甘肃省,平凉市 平凉是中华民族和华夏文明的重要发祥地之一,早在8000多年前,中华人文始祖伏羲诞生在静宁古成纪,4700多年前,轩辕黄帝三次问道于崆峒山,3000多年前,周朝先祖就在泾河流域创造了比较先进的农耕文化。建元十二年(376年),前秦大将军苻坚进攻前凉,置平凉郡,取“平定凉国”之意,平凉由此得名。历史上曾经演绎了黄帝问道、文王伐密、秦皇祭天、汉武西巡等流传千古的动人故事,孕育出了世界针灸医学鼻祖皇甫谧,南宋抗金名将吴玠、吴璘,明代“嘉靖八才子”之一赵时春等人物。
云海旭金属材料有限公司
平凉45#冷轧套筒管-诚信为本

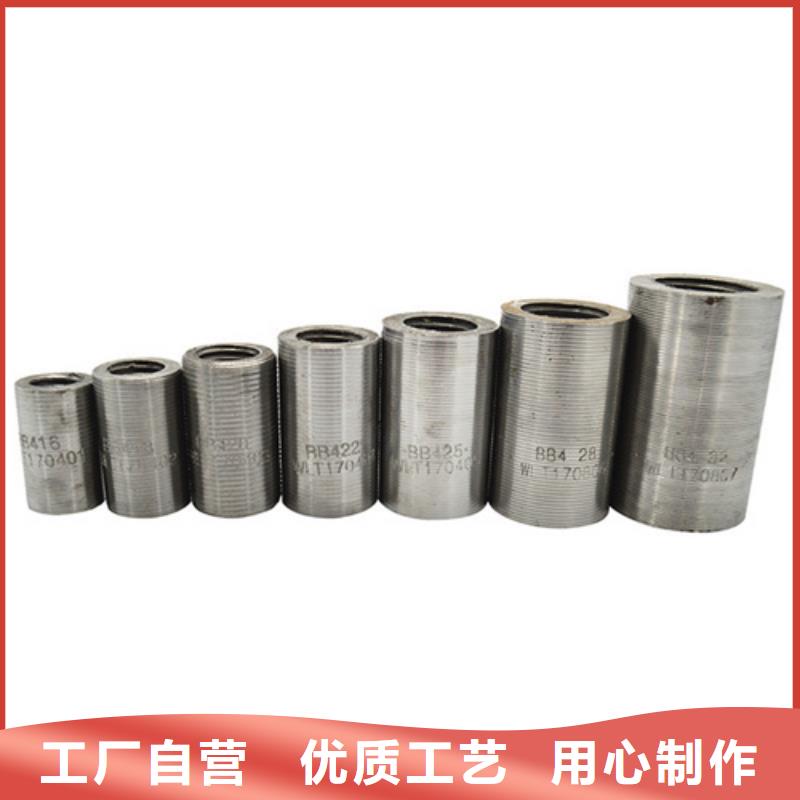
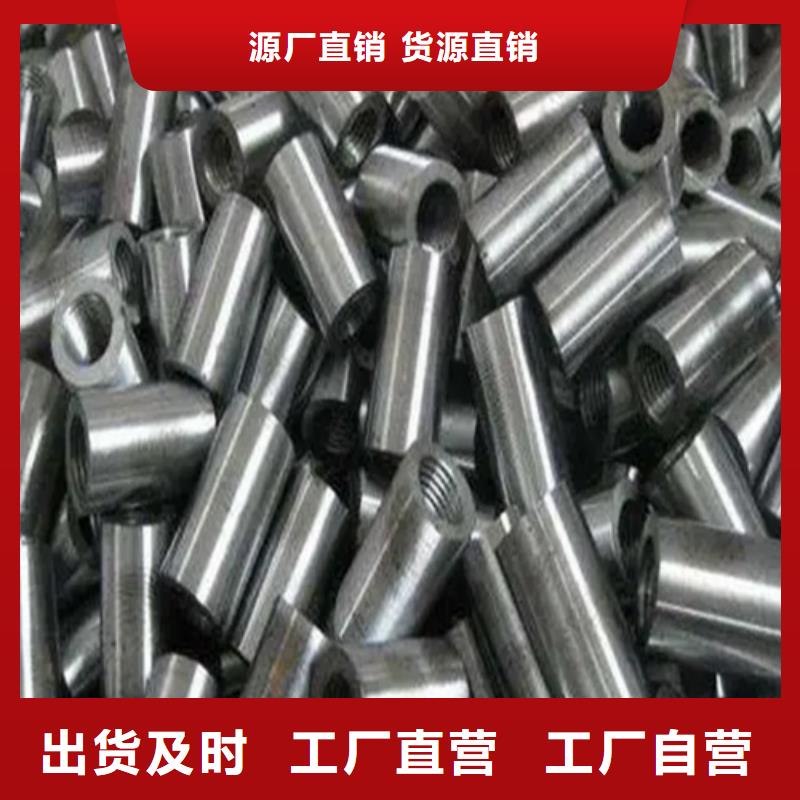
钢筋套筒滚压直螺纹连接工艺流程:钢筋切割→滚压螺纹→丝头检查→现场丝接2、操作工艺:钢筋滚压直螺纹连接,是采用专门的滚压机床对钢筋端部进行滚压,螺纹一次成型。钢筋通过滚压螺纹,螺纹底部的材料没有被切削掉,而是被挤出来,加大了原有的直径。螺纹经滚压后材质发生硬化,强度约提高6%—8%,使螺纹对母材的削弱大为减少,其抗拉强度是母材的97%—100%,强度性能十分稳定。套筒质量要求:① 连接套表面无裂纹,螺牙饱满,无其他缺陷。② 牙型规格检查合格,用直螺纹塞规检查尺寸精度。③ 各种型号和规格的连接套外表面,必须有明显的钢筋级别和直径。

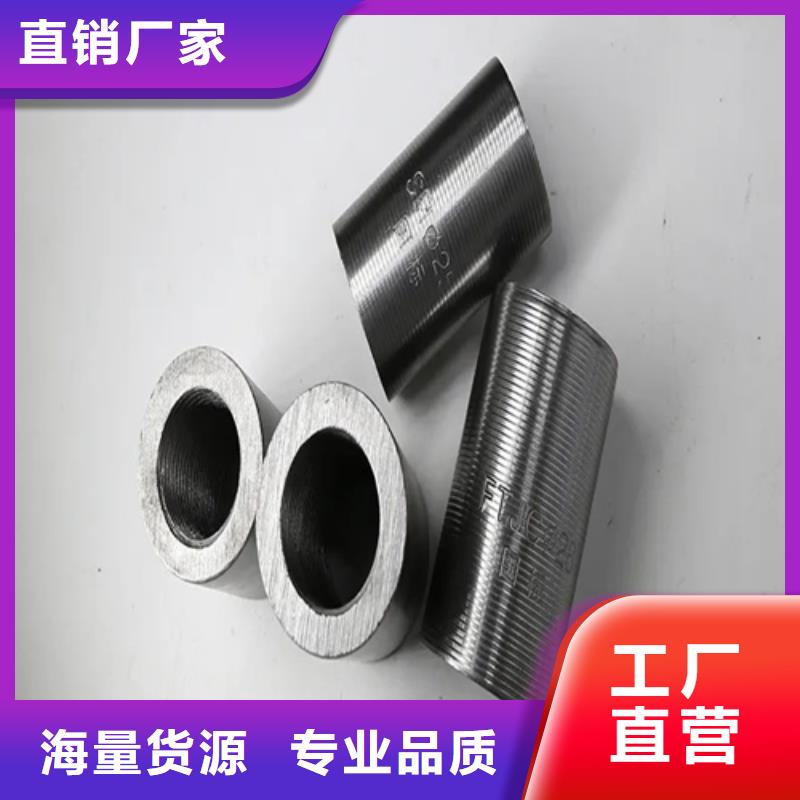
此外,钢筋套筒全长275mm,两端内孔的形状和位置公差是不易掌握的,并且钢筋直螺纹套筒较薄处仅有7mm,工序安排不合理会产生变形,将直接影响到钢筋连接套筒的加工精度,钢筋直螺纹套筒的主要面的粗糙度0.8和1.6,加工表面全部需要磨削,并在磨削前必须要安排合理的热处理,总之分体式钢筋连接套筒的主要加工表面必须经过多道加工,才能逐步提高精度以达到要求。建筑人平常工作过程中经常会会遇到各种各样的问题,其中钢筋连接套筒因连接不紧出现松动是其中常见的问题之一,这样的问题如果不及时去解决,就会导致建筑的安全质量不达标,所以了解传统的防松办法是非常必要的。

总结 无中间商厂家直销云海旭45#冷轧套筒管-诚信为本_平凉云海旭金属材料有限公司,固定电话:13969576735,移动电话:0635-8216616,联系人:马经理,QQ:13969576735,经济开发区崂山路1号 发货到 平凉。